FG-Catalog Fiberglass สินค้าไฟเบอร์กลาส แข็งแรง น้ำหนักเบา



การประยุกต์ใช้ผลิตภัณฑ์: เทปใยแก้วส่วนใหญ่ใช้ในอุตสาหกรรม: ฉนวนกันความร้อน, ทนไฟ, ชะลอการอักเสบ, ซีล ฯลฯ โดยเฉพาะอย่างยิ่งมันถูกนำไปใช้กับการปิดผนึกและการป้องกันเตาผิงในครัวเรือนทุกชนิด
ภาพรวมทางเทคนิค:
อุณหภูมิในการทำงาน:
550 ℃
ช่วงขนาด:
ความกว้าง: 15-300 มม
ความหนา: 1.5-5มม
ความยาวมาตรฐาน: 30M
ความรู้เพิ่มเติมเกี่ยวกับไฟเบอร์กลาส
เส้นด้ายไฟเบอร์กลาส
กระบวนการเปลี่ยนแก้วที่หลอมละลายให้เป็นเส้นใยผ่านการให้ความร้อนและดึงกระจกให้เป็นเส้นใยละเอียดเป็นที่รู้จักกันมานานนับพันปี อย่างไรก็ตาม มีเพียงการพัฒนาอุตสาหกรรมในช่วงทศวรรษที่ 1930 เท่านั้นที่ทำให้เกิดการผลิตจำนวนมากของผลิตภัณฑ์เหล่านี้ซึ่งเหมาะสมกับการใช้งานด้านสิ่งทอ
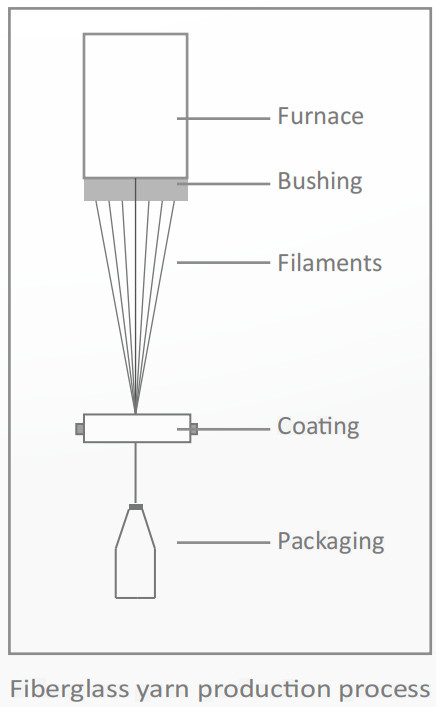
เส้นใยได้มาผ่านกระบวนการห้าขั้นตอนที่เรียกว่าการแบทช์ การหลอม ไฟเบอร์ไรซาตอน การเคลือบ และการอบแห้ง/การบรรจุหีบห่อ
•การแบทช์
ในระหว่างขั้นตอนนี้ วัตถุดิบจะได้รับการชั่งน้ำหนักอย่างระมัดระวังในปริมาณที่แน่นอน และผสมหรือผสมให้เข้ากันอย่างทั่วถึง ตัวอย่างเช่น E-Glass ประกอบด้วย SiO2 (ซิลิกา), Al2O3 (อลูมิเนียมออกไซด์), CaO (แคลเซียมออกไซด์หรือมะนาว), MgO (แมกนีเซียมออกไซด์), B2O3 (โบรอนออกไซด์) ฯลฯ...
•ละลาย
เมื่อวัสดุถูกแบทช์แล้วจึงถูกส่งไปยังเตาเผาแบบพิเศษที่มีอุณหภูมิประมาณ 1,400°C โดยปกติเตาเผาจะถูกแบ่งออกเป็นสามส่วนโดยมีช่วงอุณหภูมิที่แตกต่างกัน
• ไฟเบอร์อิซาตอน
แก้วหลอมเหลวจะผ่านบุชชิ่งที่ทำจากแพลตนัมอัลลอยด์ที่ทนทานต่อการกัดกร่อน โดยมีจำนวนรูที่ละเอียดมากตามที่กำหนด การฉีดน้ำจะทำให้เส้นใยเย็นลงเมื่อออกมาจากบุชชิ่ง และจะถูกรวบรวมเข้าด้วยกันโดยใช้เครื่องกรอความเร็วสูง เนื่องจากความตึงเครียดเกิดขึ้นที่นี่ กระแสของแก้วหลอมเหลวจึงถูกดึงออกเป็นเส้นใยบาง ๆ
•การเคลือบผิว
มีการเคลือบสารเคมีบนเส้นใยเพื่อทำหน้าที่เป็นสารหล่อลื่น ขั้นตอนนี้จำเป็นเพื่อป้องกันเส้นใยไม่ให้หลุดลอกและแตกหักขณะรวบรวมและพันเป็นบรรจุภัณฑ์
•การอบแห้ง/การบรรจุหีบห่อ
เส้นใยที่ดึงออกมาจะถูกรวบรวมเข้าด้วยกันเป็นมัด ก่อตัวเป็นเกลียวแก้วที่ประกอบด้วยเส้นใยต่างๆ จำนวนต่างๆ มัดเกลียวไว้บนดรัมเป็นบรรจุภัณฑ์ที่มีลักษณะคล้ายแกนม้วนด้าย
ศัพท์เส้นด้าย
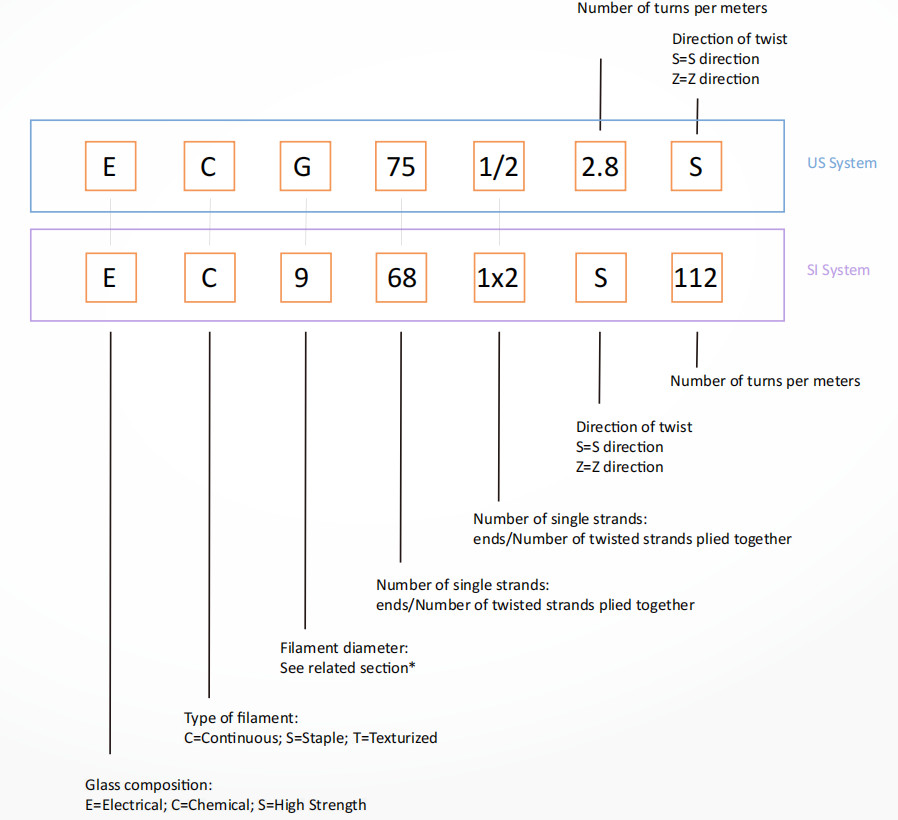
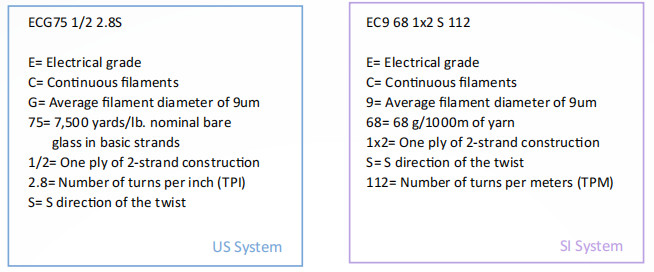
โดยปกติใยแก้วจะถูกระบุโดยระบบจารีตประเพณีของสหรัฐอเมริกา (ระบบนิ้ว-ปอนด์) หรือโดยระบบ SI/เมตริก (ระบบ TEX/เมตริก) ทั้งสองแบบเป็นมาตรฐานการวัดที่ได้รับการยอมรับในระดับสากล ซึ่งระบุองค์ประกอบของแก้ว ประเภทของเส้นใย จำนวนเกลียว และโครงสร้างเส้นด้าย
ด้านล่างนี้คือระบบระบุตัวตนเฉพาะสำหรับทั้งสองมาตรฐาน:
ศัพท์เส้นด้าย (ต่อ)
ตัวอย่างระบบระบุเส้นด้าย
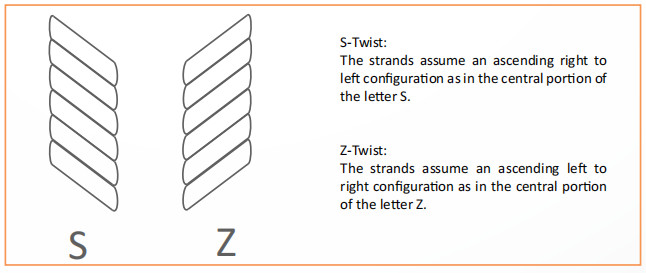
บิดทิศทาง
การบิดเกลียวถูกนำไปใช้กับเส้นด้ายเพื่อให้เกิดประโยชน์ในแง่ของความต้านทานต่อการเสียดสีที่ดีขึ้น การประมวลผลที่ดีขึ้น และความต้านทานแรงดึงที่สูงขึ้น โดยปกติแล้วทิศทางของการบิดจะแสดงด้วยตัวอักษร S หรือ Z
ทิศทาง S หรือ Z ของเส้นด้ายสามารถรับรู้ได้จากความชันของเส้นด้ายเมื่อเส้นด้ายอยู่ในตำแหน่งแนวตั้ง
ศัพท์เส้นด้าย (ต่อ)
เส้นผ่านศูนย์กลางเส้นด้าย - ค่าเปรียบเทียบระหว่างระบบ US และ SI
| หน่วยสหรัฐ(ตัวอักษร) | หน่วย SI(ไมครอน) | SI หน่วย TEX (ก./100ม.) | ประมาณจำนวนเส้นใย |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2.75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1,064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
ค่าเปรียบเทียบ - Strand Twist
| ทีพีไอ | ทีพีเอ็ม | ทีพีไอ | ทีพีเอ็ม |
| 0.5 | 20 | 3.0 | 120 |
| 0.7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7.0 | 280 |
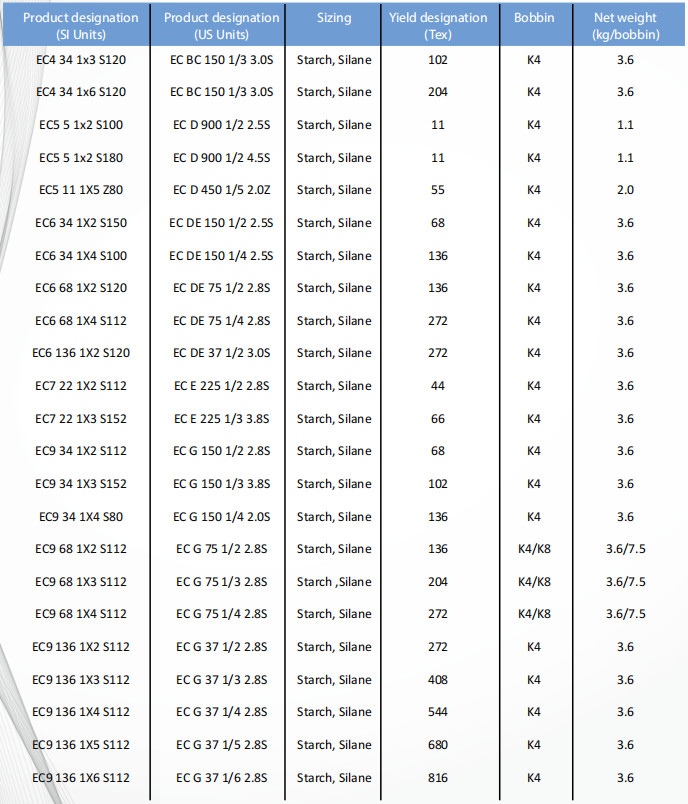
เส้นด้าย
E-Glass เส้นด้ายบิดต่อเนื่อง
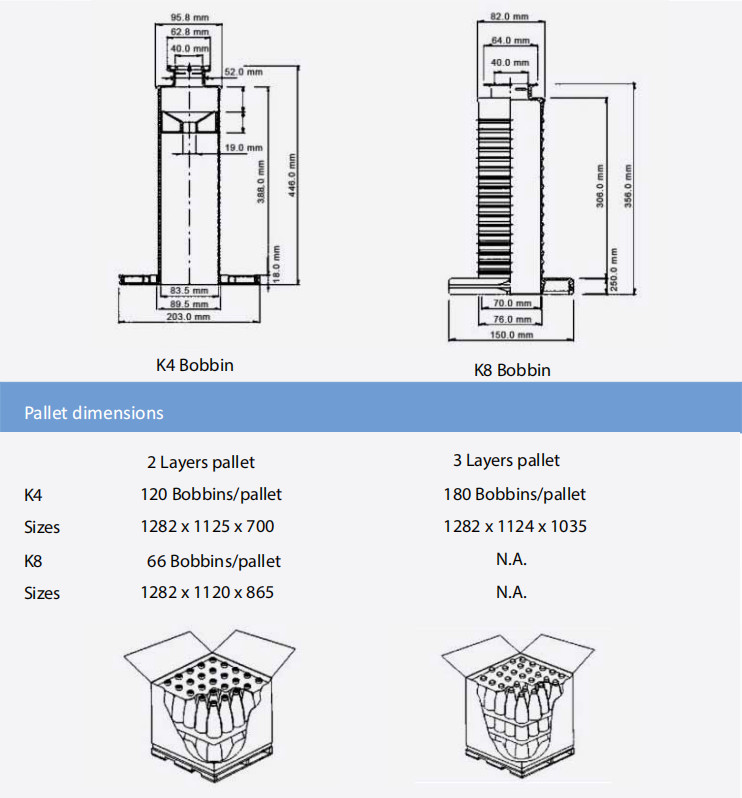
บรรจุภัณฑ์
E-Glass เส้นด้ายบิดต่อเนื่อง